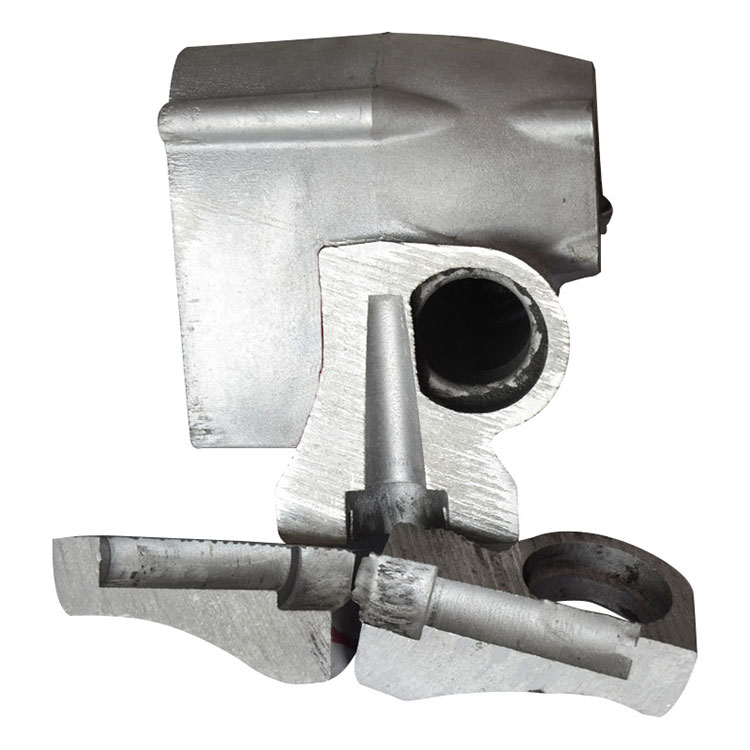
Усадка порожнини неминуча при лиття. Коли метал охолоне і затвердіє, його об’єм зменшиться, що призведе до усадки.
Що нам потрібно вирішити, так це зробити так, щоб порожнина усадки виникла в частині, яка не впливає на якість лиття.
При виготовленні прес-форми встановіть стояк у положенні, де об’єм металу великий, і передбачається, що виникне усадочна порожнина, щоб на стояку могла утворитися усадкова порожнина. Це основний принцип, який залежить від форми виливка.
Порожнина усадки відливка пояснюється тим, що виливка застигає шляхом пошарового затвердіння, а усадка рідини та затвердіння є більшою, ніж усадка твердого тіла, утворюючи великі та зосереджені отвори в останній частині затвердіння виливка. Послідовне затвердіння, додавання стояка та холодного чавуну, а також розумна конструкція ливарної структури для запобігання усадки лиття.
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності